奥运鸟巢(国家体育场)作为北京2008年奥运会的标志性建筑,其独特的钢结构外观已成为经典的文化符号。以此为主题的纪念摆件,通常采用注塑工艺批量生产。这类摆件的模具结构设计,尤其是如何实现复杂镂空结构的顺利脱模,是精密模具设计的典范。下面我们将深入剖析其模型设计与脱模机制。
一、 模型设计特点与挑战
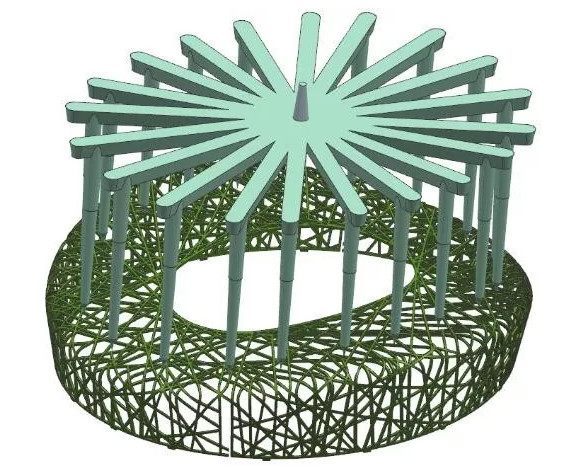
鸟巢摆件的模型核心在于还原其错综复杂的交叉钢构网络。这给注塑模具设计带来了两大主要挑战:
- 大量侧向凹槽与孔洞:钢构交织形成的无数空隙,意味着模具型腔内存在大量阻碍制品直接顶出的“倒扣”结构。
- 整体薄壁与结构强度:为控制成本与重量,摆件通常为薄壁制品,但同时又需保持“钢构”的视觉粗细感和整体强度,对塑料的流动性、填充和冷却要求高。
因此,模具设计必须解决这些倒扣结构的成型与脱模问题。
二、 核心脱模结构设计解析
鸟巢摆件的脱模无法通过简单的动、定模分型和顶针顶出来实现,其关键在于广泛应用了侧向抽芯机构和特殊顶出设计。
1. 侧向抽芯(行位)机构:解决主要倒扣
- 工作原理:对于摆件侧面和内部大的、连贯的凹陷与孔洞,模具会设计多个侧向活动的成型块(即行位)。开模时,在斜导柱、弯销或液压缸的驱动下,这些行位会先于顶出动作,沿侧向(通常是水平方向)从制品中抽出,从而解除对制品的主要包围。
- 在鸟巢摆件中的应用:设计师会将错综的钢结构图案分解,将阻碍脱模的部分设计在多个行位上。一个摆件模具可能包含数十个甚至更多的精密行位,它们按特定顺序和方向抽离,如同“化整为零”,将包围制品的“鸟巢”拆解开来。
2. 斜顶机构:解决内部倒扣
- 工作原理:对于产品内部较浅的倒扣或凹陷,常使用斜顶。斜顶兼具顶出和侧向移动的功能。顶出时,它在顶杆的推动下向上运动,同时由于斜导槽的引导,会产生一个水平的侧移,从而从倒扣中脱出。
- 在鸟巢摆件中的应用:可用于处理内部一些较小的交叉节点处的倒扣,与行位机构协同工作。
3. 螺纹或旋转脱模(如适用)
- 如果鸟巢摆件设计有底座或连接件涉及螺纹结构,可能会采用齿轮齿条或液压马达驱动的旋转脱模机构,在顶出前或顶出过程中使螺纹型芯旋转退出。
4. 气辅顶出与细密顶针
- 气辅顶出:由于结构复杂、接触面积大、薄壁件易真空吸附,模具可能设置气道,在开模时注入压缩空气,帮助制品与型芯分离,辅助脱模。
- 细密顶针布局:在允许的位置(如结构背面、底部或较粗的“钢构”下方)均匀布置大量细小顶针,确保顶出时受力均匀,防止局部顶白或变形。顶针本身也可能设计在行位或斜顶上。
三、 模具结构与动作顺序
一套完整的鸟巢摆件注塑模具,其开模与脱模顺序经过精心编排:
- 开模:动定模主分型面打开。
- 侧向抽芯:斜导柱带动主要行位向外侧移动,从制品四周抽离。复杂情况下可能分多段、多方向顺序抽芯。
- 顶出准备:主抽芯完成后,顶出系统启动。
- 复合顶出:顶针板推动顶针、斜顶等同时动作。斜顶在顶出制品的同时完成内部小倒扣的侧向脱模。气辅系统可能同步吹气。
- 制品脱落:制品完全脱离所有型芯,自由落下或被机械手取走。
- 合模复位:所有运动部件(顶针、斜顶、行位)精确复位,准备下一次注射。
四、 模型设计的辅助考量
- 拔模斜度:在尽可能不影响外观的前提下,在每个“钢构”侧面设计微小的拔模斜度,是减少脱模阻力、防止拉伤的最基本且重要的措施。
- 分型线规划:分型线的位置选择至关重要,需尽可能隐藏在制品不易察觉的部位,同时便于加工和排气。对于鸟巢摆件,分型线常规划在底部边缘或沿着某条自然的结构线。
- 模具材料与抛光:型腔、型芯、行位、斜顶均需使用高硬度、高抛光性的模具钢(如S136等),并进行镜面或纹面抛光,以确保制品表面光洁,并能减少脱模摩擦力。
- CAE分析:在设计阶段,会使用模流分析软件(如Moldflow)模拟塑料填充、冷却和翘曲,优化浇口位置(通常采用多点潜伏式浇口或细水口从底部进胶)、冷却水道布局,以保障成型质量,减少因内应力导致的脱模困难。
###
奥运鸟巢摆件的注塑模具,是艺术性与工程技术的完美结合。其脱模奥秘不在于某种单一的技术,而在于通过精密的模型分解、巧妙的侧向抽芯机构组合、严谨的动作顺序控制以及细致的工艺考量,将看似“无法脱模”的复杂几何体,转化为可高效、稳定生产的工业产品。这背后凝聚了模具设计师对产品结构、塑料特性及模具运动原理的深刻理解与创新应用。